Moules 2k
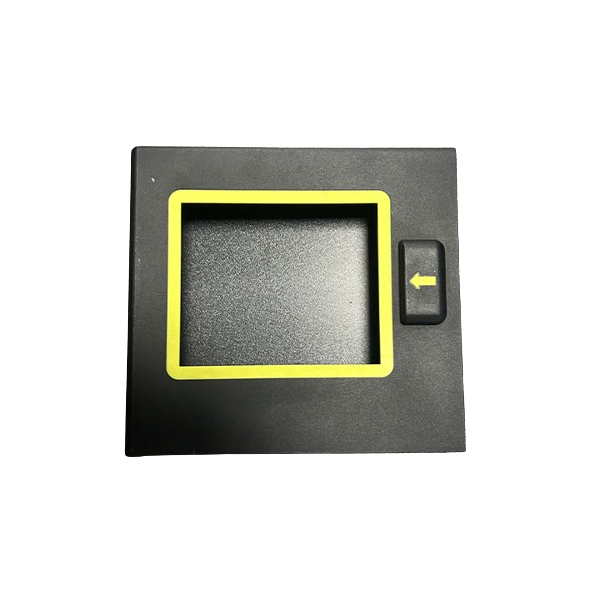
Les moules 2K, également appelés moules à deux injections ou moules à deux composants, sont des moules spécialisés utilisés dans les procédés de moulage par injection pour produire des pièces en plastique avec deux matériaux ou couleurs différents en une seule opération. Ces moules permettent la création de pièces complexes aux caractéristiques multiples sans nécessiter d'assemblage secondaire.
Nos ingénieurs en moules possèdent une riche expérience en conception et en ingénierie de moules pour les moules 2k.
Choisissez-nous pour des solutions de fabrication de moules fiables, innovantes et rentables pour vos projets de moules 2K !